| ▲ Workshop |
I always fancied building a spot welder, so when I realised I might need to spot weld some electrodes for the insides of vacuum tubes, I decided to knock one up. There are several designs on the web which are based around a microwave oven transformer (MOT) so I built something similar.
The secondary and filament windings of the MOT are cut off with a hacksaw and a few turns of heavy copper cable wound round the space that's left. Note that the iron shunts are left in the core - this provides a measure of overload protection. You should aim to get around 4Vrms open circuit from the secondary - mine worked out at around 3V. The MOT primary is controlled with a relay driven with a MOSFET. This makes it easy to interface to a timer if required. However, I found that a manual switch is sufficient and wired up a microswitch as a trigger button. The transformer draws about 2kW when making a weld.
The electrodes are held in a drill press and are designed so they are isolated from the body of the drill so there's no risk of arcing. The electrodes are brough together to clamp the work and are lightly pressed together. Power is applied briefly and, when the joint is seen to be red-hot, more force is applied to squeeze the parts together. If too great a force is applied initially, the resistance of the joint is decreased and not enough heat is generated to melt the parts together.
I found it works best with wire - flat material doesn't seem to go at all. Thin wire (steel, nichrome, stainless) joins easily - 0.5mm Nichrome joins instantly with a quick blip on the trigger. The thickest it can join is 2mm steel nails.
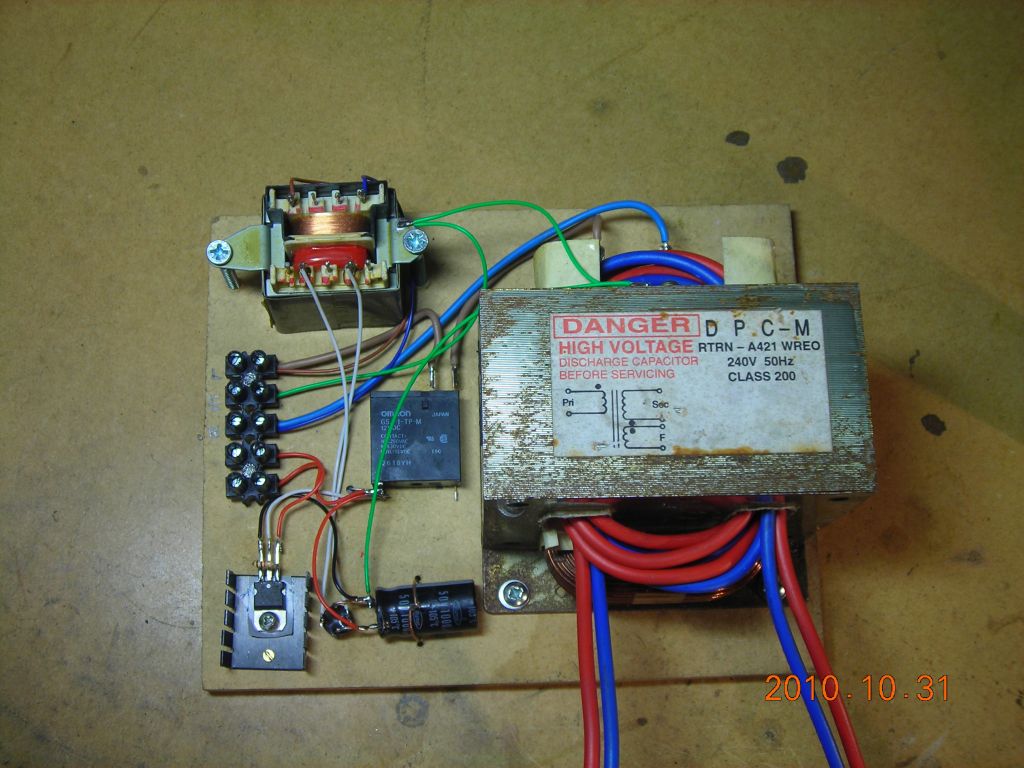 Overall view of the power supply. MOSFET and relay control are at bottom-left. |
 Beefy brass terminal blocks |
 Upper electrode. The acrylic rod is mounted in the drill chuck. |
 Lower electrode. Clamped to table of drill press with G-clamp. |
 View showing both electrodes aligned and mounted on the drill press. |
 Some sample welds. Left-right: 0.5mm Nichrome, 2mm steel nails, 1.6mm steel TIG filler wire |
 Closeup of the 0.5mm Nichrome welds. Note how the wires have completely melted into each other. |
| ▲ Workshop |