| ▲ Workshop |
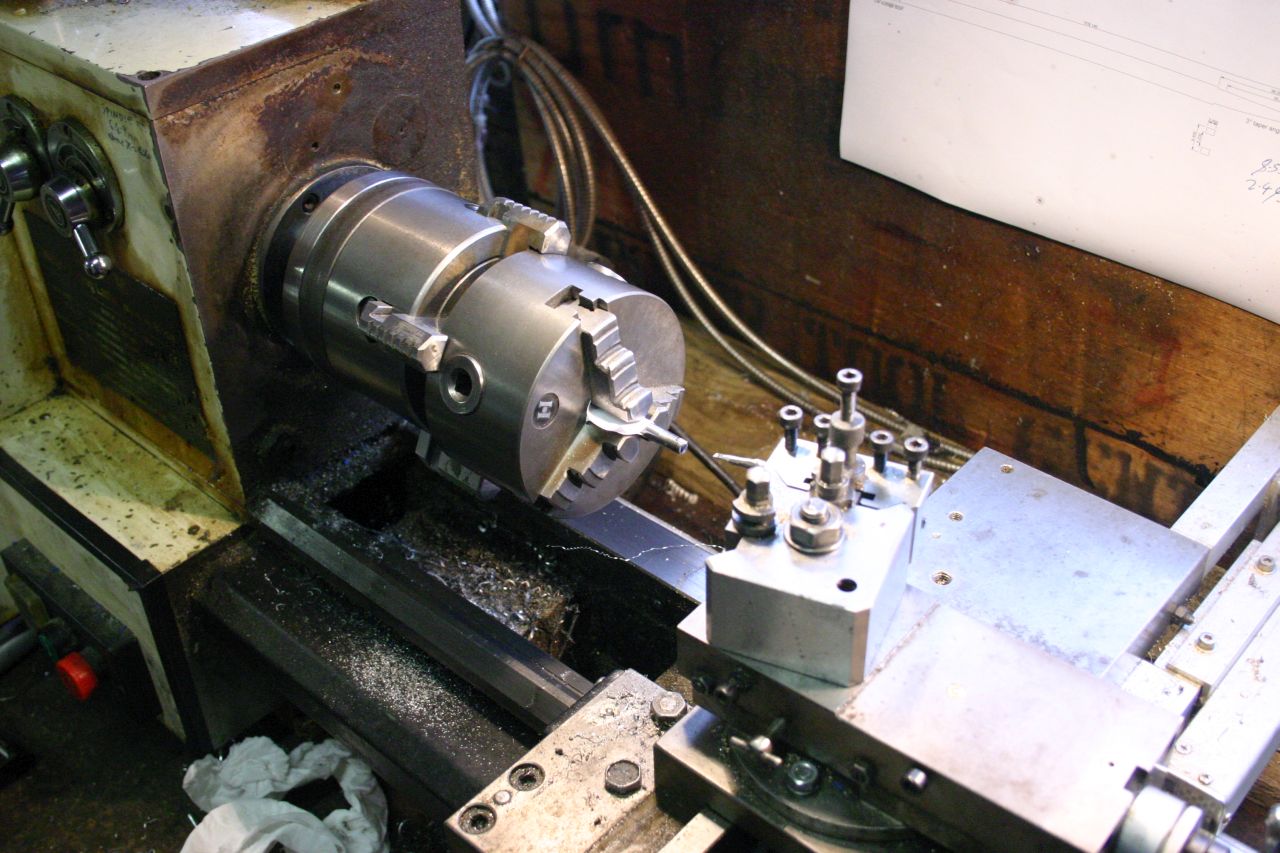
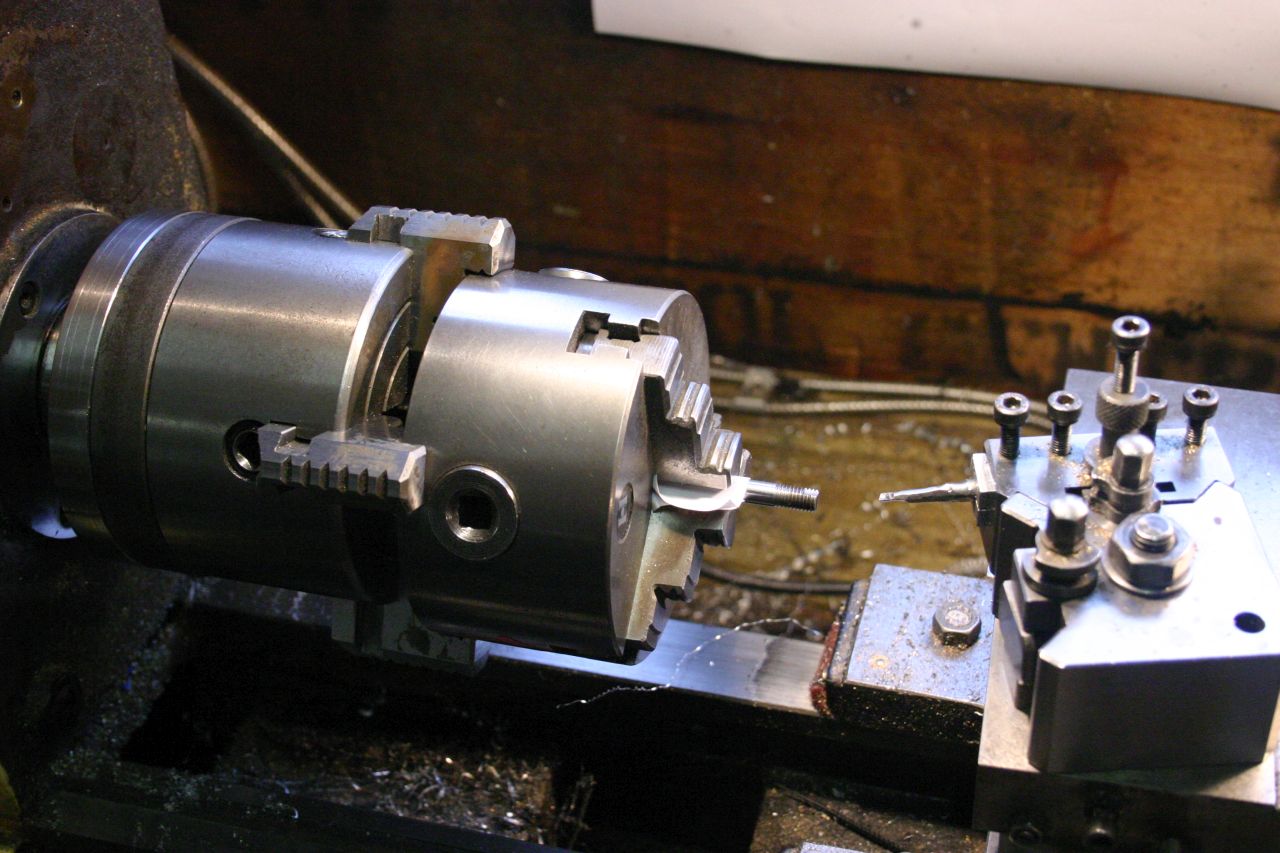
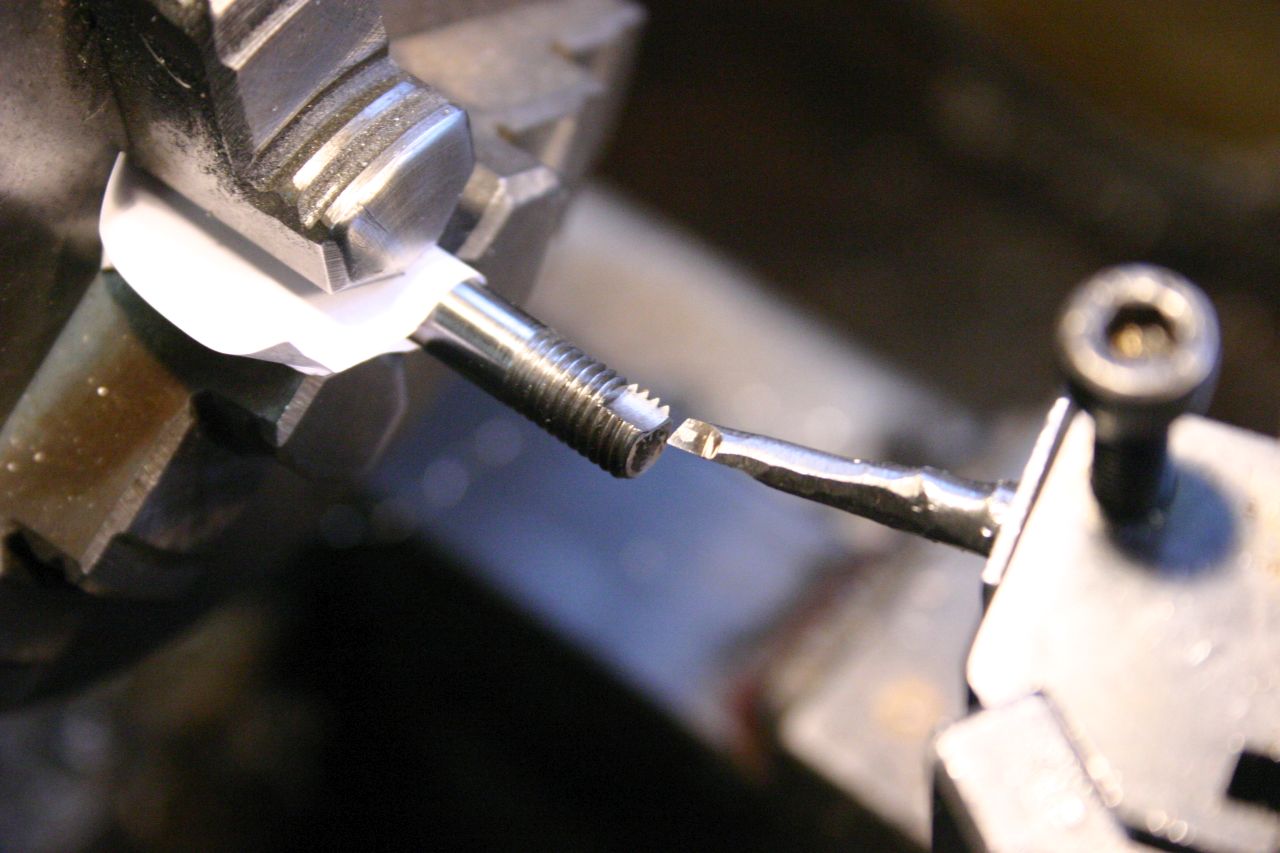
This project required a crescent-shaped recess machined into the end of a threaded shaft. The crescent shape locates against the head of a locking screw which prevents the shaft from turning. The first method that springs to mind is to use the 4-jaw chuck and offset the work suitably. However, because the shaft has a very small diameter (6mm), it isn't possible to offset it sufficiently and still get all four chuck jaws clamping down on it.
After a bit of poking around on the web, I found a great overview of various eccentric turning techniques at CNC Cookbook. Initially I thought on making a split-clamp fixture to hold the shaft (see the images at the very bottom of the CNC Cookbook page) but realised it was quicker to simply put the shaft in the 3-jaw chuck and then hold it in the 4-jaw chuck (see CNC Cookbook page, 3rd image from bottom, or original posting on Practical Machinist). I was a little apprehensive at this method, but it worked out really well. Because of the large off-center weight (the 3-jaw chuck), the lathe has to be run very slow - I used about 300rpm.
To set the correct eccentric distance, I used the bar contact tip on my test indicator. This is pretty much essential to avoid any errors due to misalignment of the contact point.
 |
 |
 |
 |
 |
 |
Here's a video of the chucks in motion:
| ▲ Workshop |