| ▲ Workshop |
I had previously found that it was possible to join small-diameter wires using pulsed TIG welding. However, butt-welding wires using this technique is problematic, because the molten metal tends to "ball up" and surface tension causes the molten region to break, as the ball moves to one wire or the other. You need to apply axial pressure to keep the wires together until the metal solidifes. I made a little jig to do this. The example shown is adding an additional bit of wire to a reed switch seal.
One wire is held rigidly in a clamp attached to a solid base (a bit of ½" plastic). The other wire is held in a hinged arm, so the two ends can be brought together. If the ends of the wires are cut and sanded reasonably square, a spring can be used to press the wires together, without them buckling. A TIG welding pulse is applied to the junction of the wires, melting them, and the pressure moves the wires together to join them. A small stop limits how far the wires move. It will join 0.5mm stainless wire pretty well, as shown in the photos below.
The knobs are done with the rope knurl tool.
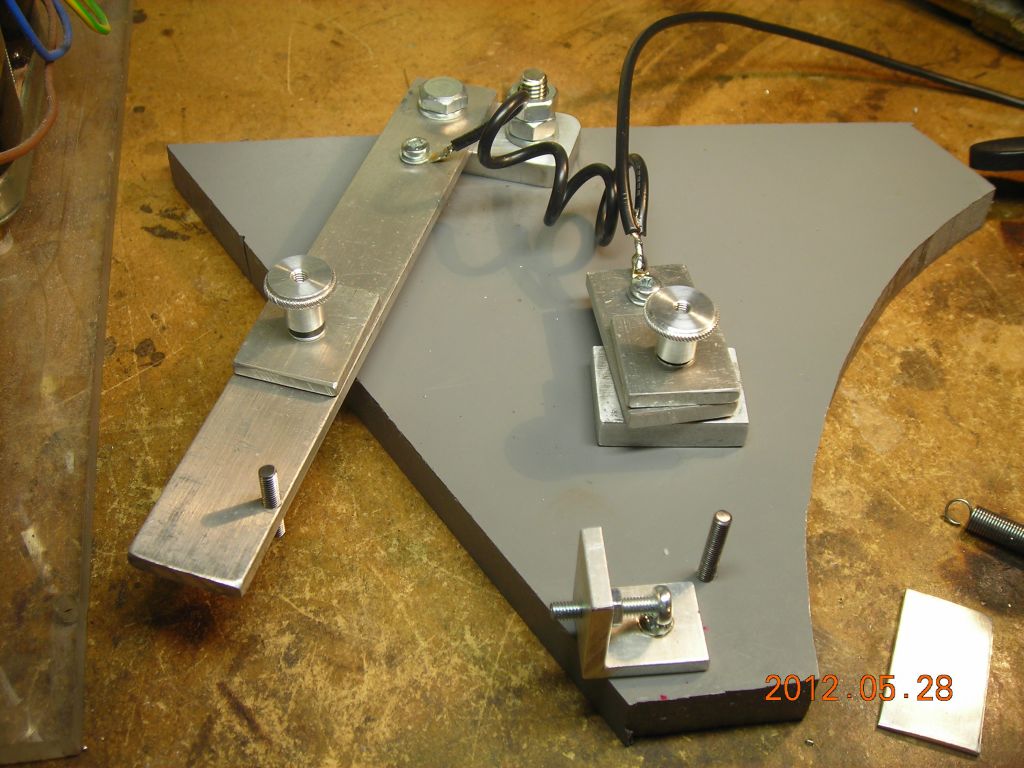 Overall view |
 Overall view after joining wires |
 Shows the spring and adjustable stop. When loading the wires, a small shim (about 0.5mm) is placed between the stop and the arm. This defines the travel of the arm once the wire ends are molten. |
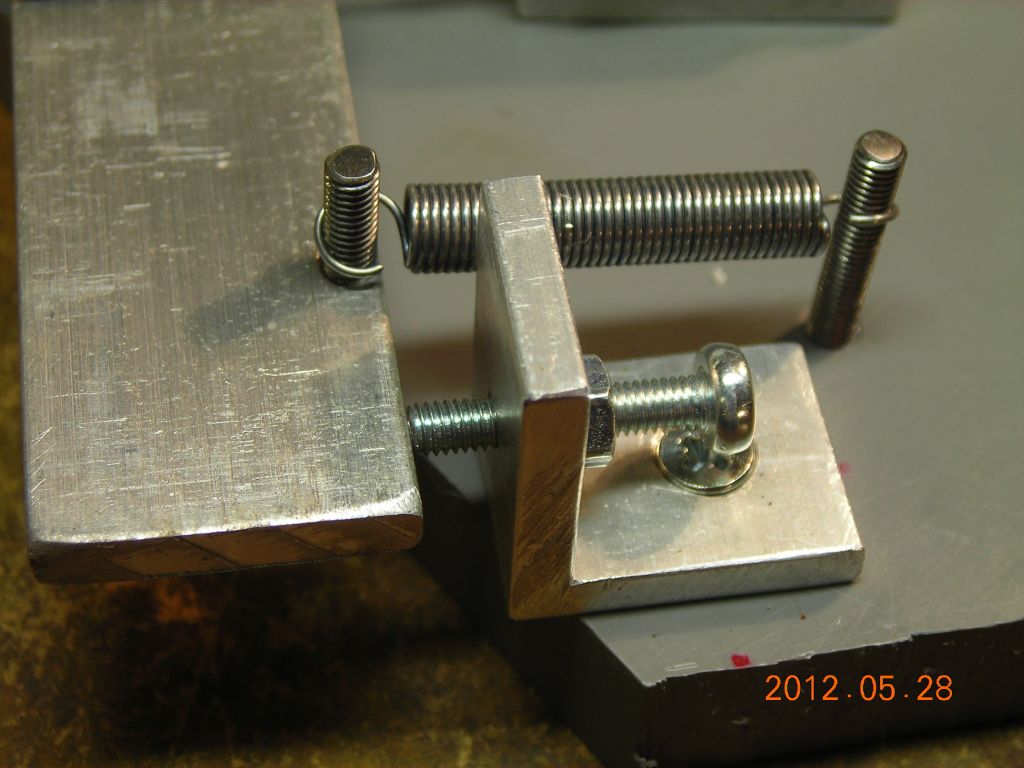 After fusing the wires. The arm now rests directly against the stop. |
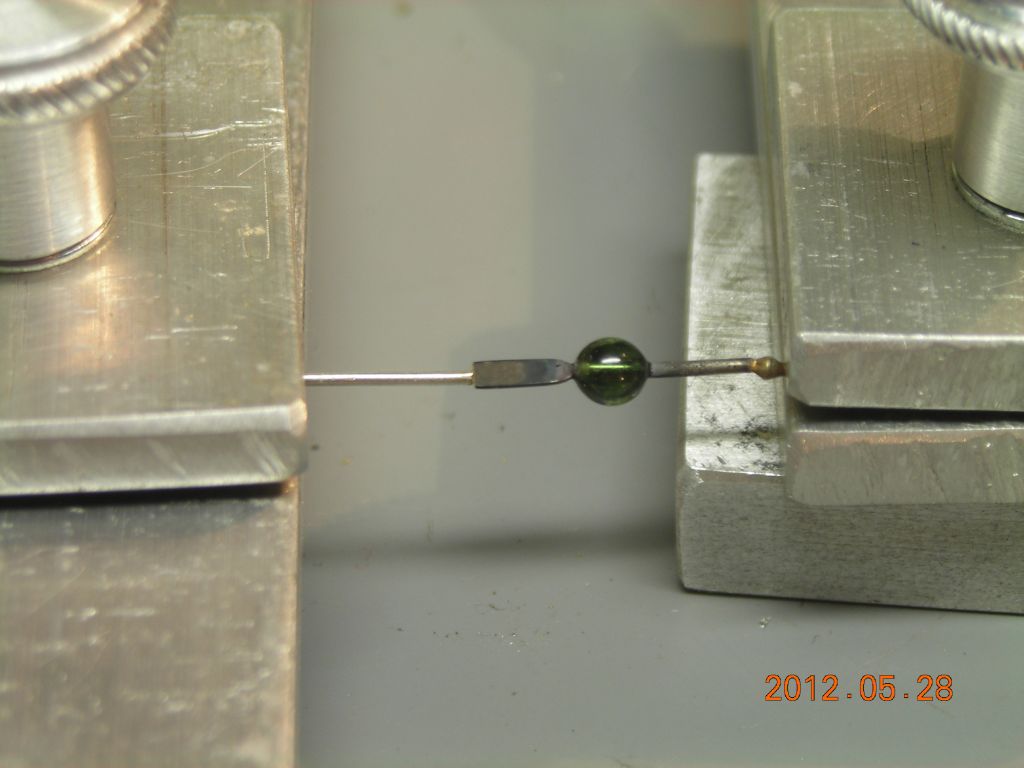
 A reed switch wire |
 Wires loaded |
 Fused |
 Other ends loaded |
 Fused |
 Finished result |
 Overall view |
 Several pieces of plain stainless wire joined together |
| ▲ Workshop |