| ▲ Workshop |
While I was making my second Panaplex display, I realised that an ideal means of forming cathode wire supports would be a piece of ceramic or glass with small holes drilled in it to hold the wires. The holes need to be sub-mm, and this is nearly impossible to do with conventional rotary diamond drills. Fortunately, there is a solution - ultrasonic drilling. This is widely used in lapidary for drilling small holes in stones, beads etc. for threading on to necklaces. As always, commercial setups are very expensive (around $3000), so I decided to have a bash at making my own, having already built a power ultrasonic driver.
The principle is very simple. An ultrasonic horn is used to vibrate a drillbit vertically. The drillbit can consist of nothing more than a piece of wire - I used standard household pins, which are steel and are around 0.7mm diameter. In the presence of an abrasive slurry, the pounding action of the drillbit tip causes the underlying material to chip away, gradually drilling a hole. It works best on brittle materials like glass and ceramics.
The photos show the setup I came up with. The whole thing is mounted on my CNC router so I can accurately position holes. The ultrasonic horn itself is mounted on a ball-bearing vertical slide (I found this in a skip one day) so it can be raised and lowered by hand during the drilling process. The drillbit is soldered into a brass screw which is screwed into the end of the ultrasonic horn. The horn had previously been tuned so that the resonant frequency with the drillbit in place is close to the resonance of the driving transducer. The material it's drilling below is a piece of ceramic tile - this is wonderful stuff to drill, because it is actually extremely soft. Once the drillbit breaks through the glaze coating, it sinks through the whole 4mm thickness of the tile in maybe 2-3 seconds! The part below is 22mm diameter and is a support for another type of Panaplex display I'm working on.
Power levels are in the range of 50W, and I found that a slurry of 180 grit aluminium oxide in water works well. I have managed to drill glass, but it does take much longer. There is surprisingly little wear on the drillbit - after drilling the 32 holes shown in the part below, it had only shortened by maybe a few mm.
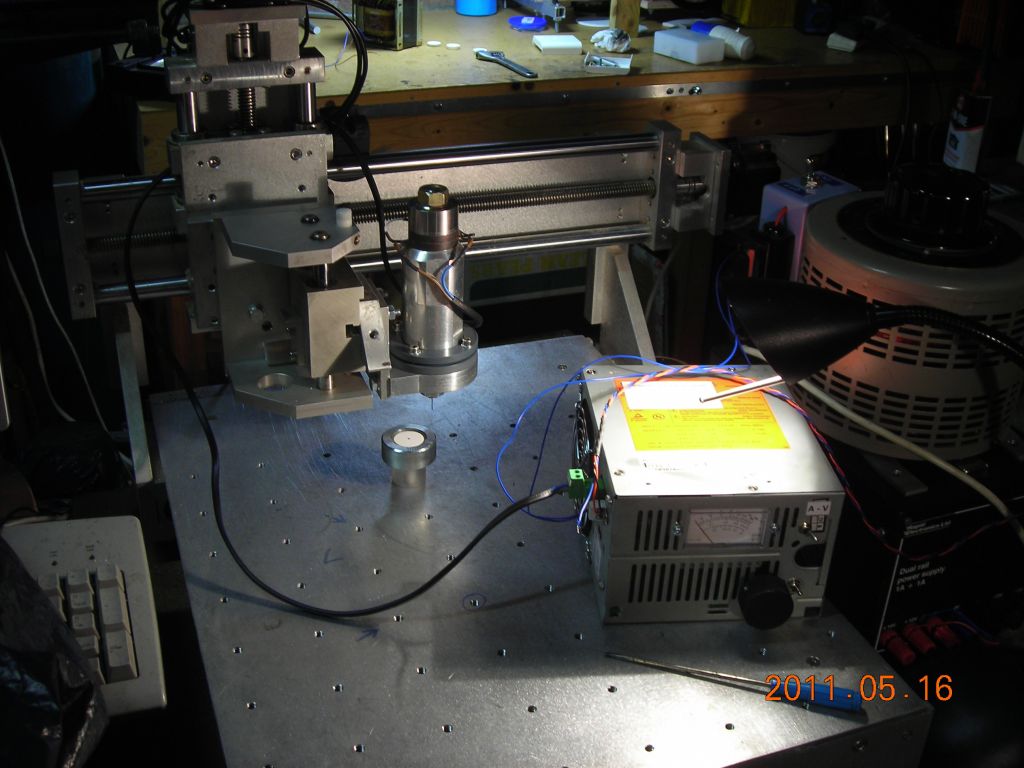 Overall view of ultrasonic drilling setup on CNC router |
 Ultrasonic horn mounted on vertical slide |
 Drillbit aligned with center of ceramic disc to be drilled |
 Finished piece - 22mm diameter, 4mm thick, with thirty-two 0.7mm holes. |
Small holes obviously drill faster than large ones. For larger holes, a tubular drillbit is normally used. In addition, because there is no rotary action involved, it is possible to drill any shape of hole, simply by using a suitably-shaped drillbit. Square holes, slots etc. can be drilled as well, although I haven't personally tried them.
| ▲ Workshop |